

Video emisija
Hasung, kao profesionalni pružatelj rješenja za kovanje kovanica od plemenitih metala, izgradio je nekoliko linija za izradu kovanica diljem svijeta. Težina kovanica kreće se od 0,6 g do 1 kg zlata s okruglim, kvadratnim i osmerokutnim oblicima. Dostupni su i drugi metali poput srebra i bakra.
Možete bankariti s Hasungom kako biste dobili rješenje na jednom mjestu zalinija za kovanje kovanicaProizvodni paket uključuje vodstvo na licu mjesta, opremu za kovanje kovanica i inženjere koji će vam pomoći u skaliranju procesa. Naši inženjeri su bili uključeni u istraživanje procesa izrade zlatnika i služili su kao tehnički konzultanti za velike poznate kovnice novca.
Hasung se koncentrira na rješavanje problema kovanja kovanica, nudeći detaljne upute o plemenitim metalima. Više od 20 godina smo u prvim redovima strojeva za izradu zlatnih i srebrnih kovanica, imamo profesionalnu i pedantnu inženjersku uslugu, obuku na licu mjesta i tehničku podršku.

Molimo kliknitestroj za kontinuirano lijevanje i valjaoniceza pregled detalja.

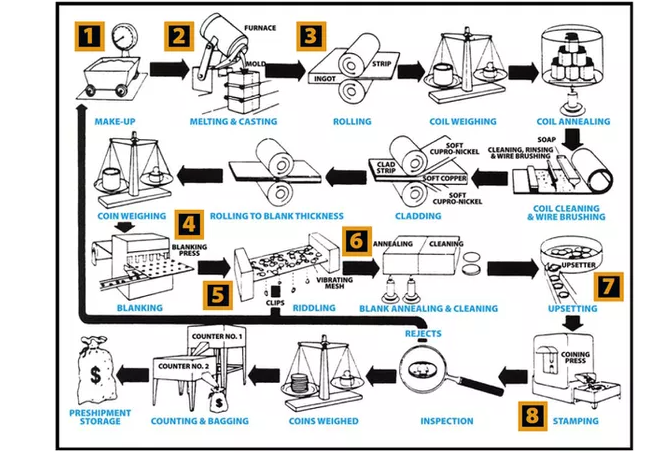
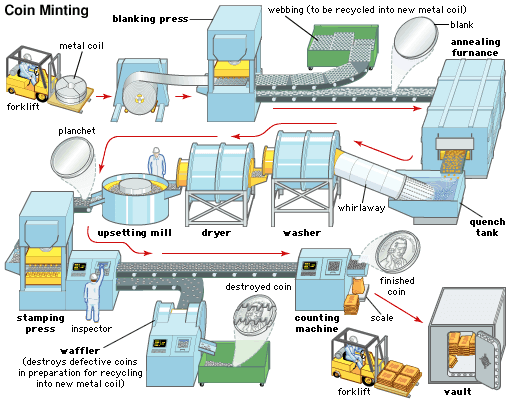
Kako se izrađuju kovanice?
Metode koje su se koristile za izradu kovanica razvijale su se tijekom godina. Kovanice su prvi put izrađene u drevnom kraljevstvu Lidiji prije više od dvije tisuće godina. Proces kovanja drevnih kovanica bio je prilično jednostavan. Prvo se mali komad zlata, srebra ili bakra stavljao na matricu za kovanice ugrađenu u čvrstu površinu poput stijene. Radnik bi zatim uzeo drugu matricu za kovanice, stavio je na vrh i udario je velikim čekićem.
Srednjovjekovne kovnice koristile su unaprijed oblikovane okrugle metalne diskove i vijčanu prešu za izradu kovanica. Iako je to bio ručni proces, bio je lakši i davao je ujednačeniju kvalitetu od drevnog procesa kovanja.
Moderni se novčići kuju hidrauličkim prešama za kovanje koje automatski ubacuju praznine u stroj. Kada stroj radi punim kapacitetom, preša može proizvesti preko 600 kovanica u minuti. Ova brzina je neophodna za operaciju poput Kovnice novca Sjedinjenih Država, koja mora proizvoditi milijarde kovanica svake godine.
Iako je proces kompliciran zbog automatizacije koja se koristi za proizvodnju milijardi kovanica, postoji nekoliko uobičajenih koraka koje koristi svaka kovnica novca diljem svijeta. Kovnica novca Sjedinjenih Država najveća je kovnica novca u svijetu, a mi ćemo se usredotočiti na njezin proizvodni proces.
1. Rudarske sirovine
Proces kovanja započinje iskopavanjem sirovina. Rudnici diljem Sjedinjenih Država i svijeta isporučuju zlato, srebro, bakar ili druge potrebne metale. Sirovi metal dobiven iz tih rudnika sadrži nečistoće koje nisu prihvatljive za kovanje novca.
Osim što vadi rudu za dobivanje potrebnog metala, Kovnica novca Sjedinjenih Država također koristi reciklirani metal dobiven iz različitih izvora. Ti izvori uključuju kovanice koje više nisu "strojno obradive" i povlače se iz optjecaja. Umjesto toga, vraćaju se u kovnicu, gdje se recikliraju u nove kovanice.
2. Rafiniranje, taljenje i lijevanje
Sirovi metal se rafinira kako bi se uklonile gotovo sve nečistoće. Neki novčići zahtijevaju slitinu od dvije ili više različitih vrsta metala. Rafinirani metal se topi, a zatim se dodaju različiti metali prema specifikacijama. Na primjer, Kovnica novca Sjedinjenih Država izrađuje svoj novčić od pet centi od 75 posto bakra i 25 posto nikla.
Nakon što se postigne odgovarajuća čistoća ili legura, metal se lijeva u ingot. To su velike metalne šipke koje sadrže odgovarajuću količinu metala prema zahtjevima kovnice. Metal se provjerava tijekom cijelog procesa kako bi se osigurala odgovarajuća čistoća.
3. Valjanje
Proces valjanja ingota do odgovarajuće debljine može biti dug i mukotrpan. Ingot se valja između dva valjka od kaljenog čelika koji se kontinuirano približavaju jedan drugome. Ovaj proces će se nastaviti sve dok se ingot ne valja u metalnu traku odgovarajuće debljine za kovanicu koja se izrađuje. Osim toga, proces valjanja omekšava metal i mijenja molekularnu strukturu što omogućuje lakše kovanje i proizvodnju kovanica više kvalitete.
Kada je u pitanju legirani materijal, potrebno ga je žariti prije brušenja.
4. Zatamnjivanje
Kovnica novca Sjedinjenih Država koristi role metala širine otprilike 33 cm i težine nekoliko tisuća funti. Rola metala se odmotava i izravnava kako bi se uklonila zakrivljenost tijekom proizvodnog procesa. Zatim se propušta kroz stroj koji izbacuje diskove metala koji su sada odgovarajuće debljine i promjera za kovanicu koja se izrađuje.
5. Zagonetke
Do ove točke, proizvodni proces koji se koristi za izradu metalnih blankova je prljav i odvija se u teškim uvjetima. Moguće je da se mali komadići otpadnog metala pomiješaju s blankovima za kovanice. Stroj za izrezivanje odvaja blankove odgovarajuće veličine od bilo kakvih stranih tvari pomiješanih s blankovima za kovanice.
6. Žarenje i čišćenje
Kovnica zatim propušta praznine za kovanice u peć za žarenje kako bi omekšala metal u pripremi za kovanje. Prazne se zatim stavljaju u kemijsku kupku kako bi se uklonilo ulje i prljavština koja se može nalaziti na površini kovanice. Bilo koji strani materijal može se ugraditi u kovanicu tijekom procesa kovanja i morat će se odbaciti.
7. Uznemirujuće
Kako bi se zaštitio dizajn koji će biti utisnut na metalni prazan novčić, svaki prazan novčić prolazi kroz stroj koji ima skup valjaka koji se malo smanjuju i daju podignuti metalni rub s obje strane praznanog novčića. Ovaj postupak također pomaže osigurati da prazan novčić ima odgovarajući promjer kako bi se pravilno kovao u preši za kovanje. Nakon ovog postupka, prazan novčić sada se naziva planchet.
8. Žigosanje ili udaranje
Sada kada su planžete pravilno pripremljene, omekšane i očišćene, spremne su za kovanje. Poslovni kovanice automatski se ubacuju u prešu za kovanje brzinom koja može doseći nekoliko stotina kovanica u minuti. Proof kovanice izrađene za kolekcionare ubacuju se ručno u prešu za kovanje i imaju najmanje dva udarca po kovanici.
9. Distribucija
Kovanice koje prođu inspekciju sada su spremne za distribuciju. Kovana kovanica pakira se u vreće za skladištenje u rasutom stanju i šalje distributerima diljem svijeta. Kolekcionarska kovanica stavlja se u posebne držače i kutije te se šalje kolekcionarima numizmatičnih proizvoda diljem svijeta.



Detalji:



Valjaonica lima
Postoje dvije vrste valjaonica za izradu poluga/kovanica. Prva vrsta valjaonice lima izrađuje normalnu površinu, u ovom slučaju obično je potrebno završno poliranje bubnjem za poliranje.
| MODEL BR. | HS-8HP | HS-10HP |
| Naziv robne marke | HASUNG | |
| Napon | 380 V 50/60 Hz, 3 faze | |
| Vlast | 5,5 kW | 7,5 kW |
| Valjak | promjer 120 × širina 210 mm | promjer 150 × širina 220 mm |
| tvrdoća | 60-61° | |
| Dimenzije | 980 × 1180 × 1480 mm | 1080x 580x1480 mm |
| Težina | cca. 600 kg | cca. 800 kg |
| Sposobnost | Maksimalna debljina valjanja je do 25 mm | Maksimalna debljina valjanja je do 35 mm |
| Prednost | Okvir je elektrostatički otprašen, tijelo je obloženo dekorativnim tvrdim kromom, a poklopac od nehrđajućeg čelika je lijep i praktičan bez hrđe. jedna brzina / dvostruka brzina | |
| Servis nakon jamstva | Video tehnička podrška, Online podrška, Rezervni dijelovi, Terensko održavanje i popravak | |
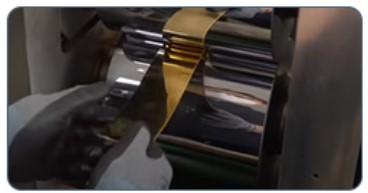
Valjaonica površine zrcala od volframovog čelika
Druga vrsta je valjaonica lima s valjcima od volframovog čelika za zrcalnu površinu. S ovom vrstom valjaonice dobit ćete lim s zrcalnom površinom.
| Broj modela | HS-M5HP | HS-M8HP | ||
| Naziv robne marke | HASUNG | |||
| Napon | 380 V; 50/60 Hz 3 faze | |||
| Vlast | 3,7 kW | 5,5 kW | ||
| Veličina volframovog valjka | promjer 90 × širina 60 mm | promjer 90 × širina 90 mm | promjer 100 × širina 100 mm | promjer 120 × širina 100 mm |
| Tvrdoća valjka | 92-95° | |||
| Materijal | uvezeni volframov čelični gredica | |||
| Dimenzije | 880 × 580 × 1400 mm | 980 × 580 × 1450 mm | ||
| Težina | cca. 450 kg | cca. 500 kg | ||
| Značajke | S podmazivanjem; zupčanički pogon; debljina valjanog lima 10 mm, najtanja 0,1 mm; efekt zrcala na površini ekstrudiranog lima; statičko prskanje prahom na okviru, dekorativni tvrdi kromirani premaz, nehrđajući čelik poklopac, lijep i praktičan neće biti zahrđao. | |||
HIDRAULIČNA PREŠA ZA IZRAVNJIVANJE KOVANICA


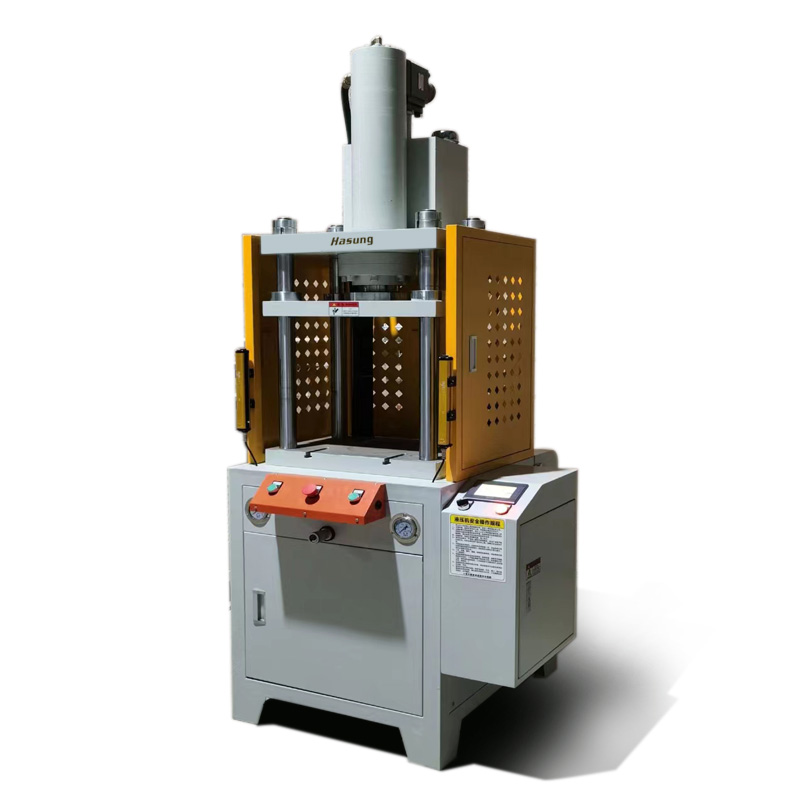


Proces blankinga
20-tonska hidraulična preša za rezanje/zatvaranje kovanica
40-tonska hidraulična preša za rezanje i utiskivanje
Ove hidraulične preše za rezanje režu zlatne i srebrne ploče koje se obrađuju nakon valjanja. Ploča se izrezuje u željene oblike: okrugle, pravokutne, privjesne itd. Nakon toga se prođe kroz proces rezanja pomoću matrica, nakon čega su ploče spremne za kovanje u hidrauličnoj preši za štancanje.
Prednosti hidraulične preše za rezanje.
Idealno za rezanje zlatnih i srebrnih komada,
Za bolje rezultate izrežite prazne dijelove s jasnim rubovima,
Jednostavan rad i dvostruki način rada s nogom i prekidačem,
Sustav zaustavljanja za nastavak rezanja,
Sustav za podešavanje matrice s ladicom za jednostavno odlaganje,
Podešavanje rezanja za bržu proizvodnju.
Opremljen uređajem za zatvaranje žlijeba, pogodan je za sakupljanje materijala.

Tehnički parametri
| Broj modela | HS-20T | HS-40T | HS-100T |
| Nominalno | 20 tona | 40 tona | 100 tona |
| Maks. hod | 300 mm | 350 mm | 400 mm |
| Visina otvora | 500 mm | 400 mm | 600 mm |
| Brzina pada | 160 mm | 180 mm | 120 mm |
| Brzina rasta | 150 mm | 160 mm | 120 mm |
| Radni prostor | 600*500 mm | 550*450 mm | 700*600 mm |
| Visina stola od tla | 850 mm | 850 mm | 850 mm |
| Napon | 380V 3 faze | 380V 3 faze | 380V 3 faze |
| Snaga motora | 3,75 kW | 3,75 kW | 5,5 kW |
| Težina | 1300 kg | 860 kg | 2200 kg |
HIDRAULIČNA PREŠA ZA ŠTAMPANJE VIŠENAMJENSKA






100 tonaHidraulična preša za utiskivanje kovanica
Hidraulična preša za utiskivanje kovanica od 150 tona
Hidraulična preša za utiskivanje kovanica od 200 tona
Hidraulična preša za kovanje zlata i srebra od 300 tona
Hidraulična preša za utiskivanje kovanica od 150 tona, pogodna za izradu kovanica do 50 grama u srebru. Preša je pogodna za ručni i automatski rad u jednom ciklusu. Dostupna je s automatskim mehanizmom za izbacivanje kovanica. Preša se može isporučiti u različitim kapacitetima tonaže, kao što su 80 tona, 100 tona, 150 tona, 200 tona, prema vašim zahtjevima.
Hidraulična preša za kovanice kapaciteta 300 tona za zlato i srebro, opremljena programabilnim PLC kontrolerom za višestruke hodove u završnoj fazi. Preša je opremljena cilindrom za izbacivanje za automatsko izbacivanje kovanice radi lakšeg uklanjanja bez udaranja čekićem. Ova značajka nudi bolju završnu obradu kovanice. Ova hidraulična preša za kovanice prikladna je za izradu zlatnih i srebrnih kovanica od 1,0 grama do 100,0 grama težine, pokreće je električni pogon od 10,0 KS (7,5 kW) te se isporučuje s odgovarajućim električnim instalacijama i upravljačkom pločom. Ovaj dizajn preše za kovanice uključuje kontrolu podešavanja tlaka s tajmerom za podešavanje vremena konačnog tlaka prije povratnog hoda. Može se upravljati pritiskom na gumb, kao i u automatskom načinu rada s jednim ciklusom.
Osim hidraulične preše za kovanice i precizne valjaonice limova, potrebna vam je indukcijska talionica ili stroj za kontinuirano lijevanje za izradu limova od zlata i srebra, stroj za rezanje zlatnih i srebrnih poluga i vibrirajući strojevi za poliranje potrebni za postavljanje kompletnog pogona za izradu zlatnih i srebrnih kovanica.
Tehnički parametri
| Broj modela | HS-100T | HS-200T | HS-300T |
| Napon | 380 V, 50/60 Hz | 380 V, 50/60 Hz | 380 V, 50/60 Hz |
| Vlast | 4 kW | 5,5 kW | 7,5 kW |
| Maks. tlak | 22 MPa | 22 MPa | 24 MPa |
| Hod radnog stola | 110 mm | 150 mm | 150 mm |
| Maks. otvor | 360 mm | 380 mm | 380 mm |
| Brzina kretanja radnog stola prema gore | 120 mm/s | 110 mm/s | 110 mm/s |
| Brzina radnog stola naprijed-nazad | 110 mm/s | 100 mm/s | 100 mm/s |
| Veličina radnog stola | 420*420 mm | 500*520 mm | 540*580 mm |
| Težina | 1100 kg | 2400 kg | 3300 kg |
| Primjena | za nakit i zlatne poluge, kovanice, utiskivanje logotipa | ||
| Značajka | Normalno / Servo motor za opciju, upravljanje gumbom / Simens PLC upravljački sustav za opciju | ||
Potpuno automatski sustav za izradu kovanica
Možete se obratiti tvrtki Hasung kako biste dobili rješenje na jednom mjestu za liniju za kovanje kovanica. Proizvodni paket uključuje vodstvo na licu mjesta, opremu za kovanje kovanica i inženjere koji će vam pomoći u skaliranju procesa. Naši inženjeri su bili uključeni u istraživanje procesa izrade zlatnika i služili su kao tehnički savjetnici za velike poznate kovnice novca.
Hasung se koncentrira na rješavanje problema kovanja kovanica, nudeći detaljne upute o plemenitim metalima. Više od 20 godina smo u prvim redovima strojeva za izradu zlatnih i srebrnih kovanica, imamo profesionalnu i pedantnu inženjersku uslugu, obuku na licu mjesta i tehničku podršku. Naše usluge.
Vrijeme objave: 04.07.2022.









